
技术服务:0534-2109518
周经理:18963003565
邮箱:ht011@htjdkj.com
网址:www.htjdkj.cn
公司地址:德州市经济技术开发区红都路956号
本文从混凝土原材料、配合比设计、外加剂、生产工艺以及脱模剂五个方面,研究分析如何在装配式建筑生产过程中改善混凝土制品的外观。在考虑到施工生产及混凝土制品质量的前提下,选用合适的外加剂并使用水性脱模剂能够有效改善预制构件的外观质量。
装配式建筑采用预制装配式混凝土,可以有效的节约能源资源,减少建筑施工对环境的不良影响,符合绿色可持续发展的要求,其在中国历经起始、萌发的阶段后,随着国家对装配式建筑在政策上的扶植,市场的培育日趋成熟,各种新的工艺、设计思路日渐涌现,为这个新兴产业增加更多发展的后劲。这也意味着不同于传统装配式建筑,在外观质量、节能经济效益方面,对装配式建筑构件提出了更高的要求。
本文着力于研究如何在渐趋繁杂生产模式下,兼顾生产效率和材料成本,生产更符合客户需求、外观质量更好的装配式建筑构件。
1、 问题
公司装配式混凝土构件生产分为流水线式生产和固定模台生产两种:流水线生产采用电磁振动台的混凝土振实方法,振动频率和时长均可以调节,前期主要用于生产叠合楼板。固定模台生产采用传统振捣棒振实方法,振动部位和时间可以人工控制,可以根据模具不同生产外墙板、阳台板、窗台板、空调板、楼梯板等异型构件。
公司前期开启叠合楼板生产线,混凝土坍落度控制在 100-120mm以内,混凝土叠合楼板一直生产顺利,无论强度发展还是外观质量均达到客户预期要求。在固定模台生产线开始启动运行后出现了以下问题:
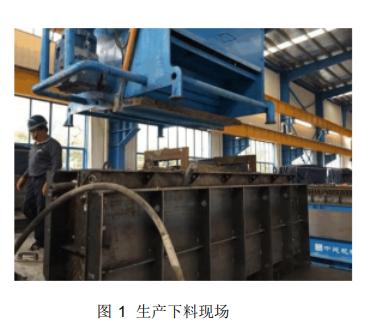
1,依照原混凝土配合比生产,如图 1所示,使用料斗下料工艺出现出料不畅现象,影响施工进度。通过调整外加剂掺量增加坍落度后,振捣后又容易出现泌水现象。
2. 混凝土振动时间控制较难,新拌混凝土振至表面平整即停振,侧面容易出现大气孔(D-10mm),延长振动时间后可以排出部分气体,但顶面出现砂浆层。
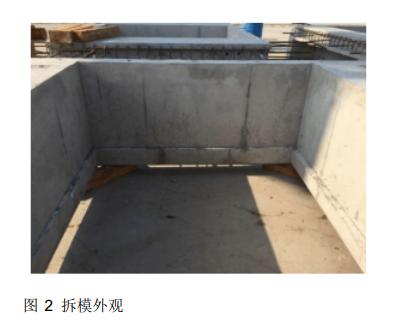
3. 混凝土异型构件在拆模后,如图 2所示,侧面容易出现无规则黑线或色斑,严重影响外观质量。
2、 优化
考虑到两条生产线为同一拌楼交替生产供货,原材料出于同一料仓,任何调整均需考量实际生产条件。经过在试验室反复测试,决定从以下5个方面进行综合性调整优化。
2.1 混凝土原材料调整:
原混凝土选用的原材料的来源及规格如表1所示。
如何提高装配式混凝土结构预制构件外观质量

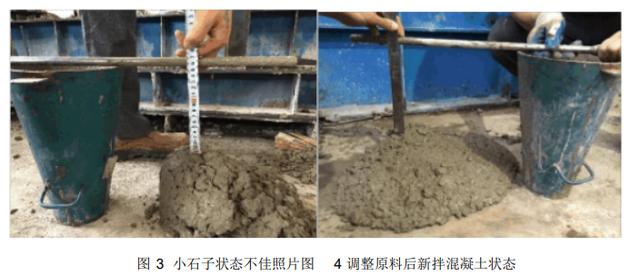
经测试,原使用碎石 5-16mm在固定模台生产过程中,在大坍落度情况下出现易堆积、振捣后泌水,和水泥砂浆附着性不佳等现象,如图 3所示。通过试验比对,将碎石粒径调整至5-25mm由图4可以看出砼工作性能明显改善
如何提高装配式混凝土结构预制构件外观质量
2.2 混凝土配合比优化:
如何提高装配式混凝土结构预制构件外观质量

如何提高装配式混凝土结构预制构件外观质量

原配合比如表2所示,用于叠合楼板生产,坍落度控制在 100-120mm,在异型构件生产过程中通过料斗下料明显出现困难,入模后振动时间需要适度延长,既容易造成预埋件及保温泡沫块的偏移,也间接增加了施工人员劳动强度和操作时间。
如何提高装配式混凝土结构预制构件外观质量

表3为改进的新配合比,混凝土坍落度控制在 140-160mm,经生产调试,可兼用于振动台和固定模台生产。由于工作性能的提升,两类构件产品的生产、浇筑、振捣、收面效率都有所提高。
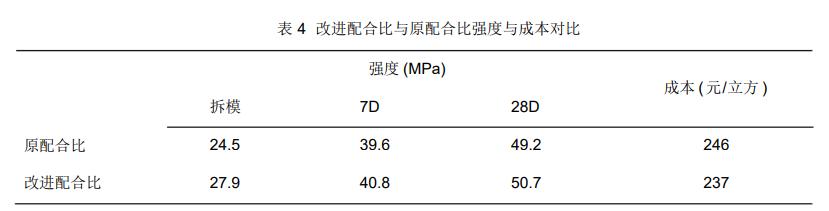
强度对比:由表 4可以看出改进配合比后不仅强度有小幅度提升,成本也有所降低。
如何提高装配式混凝土结构预制构件外观质量
2.3 外加剂选配
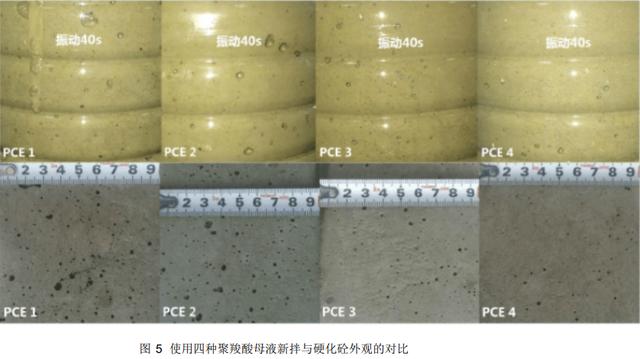
测试不同聚羧酸母液对新拌混凝土气泡产生、破裂的影响和硬化后外观的对比。测试选择四种早强型聚羧酸母液对比,通过新拌混凝土振动对比试验,使用透明容器观察新拌混凝土气泡发展和拆模后外观情况验证,实验结果如图 5所示。
则试图片:
如何提高装配式混凝土结构预制构件外观质量
注:上图均使用油性脱模剂。
如何提高装配式混凝土结构预制构件外观质量
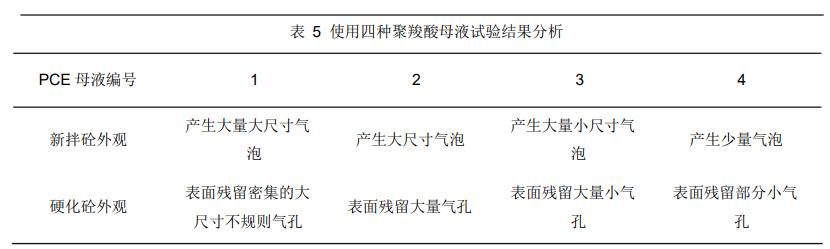
经过试验测定,即使同为早强型聚羧酸母液,不同母液在振动后产生的气泡尺寸、密集度、消泡时间各有不同。确认第 4号聚羧酸母液在新拌混凝土气泡产生量最少、尺寸较小,经试块拆模后验证其外观也为最/佳。
2.4 生产工艺优化:
原叠合楼板生产坍落度控制在 100-120mm,为了简化工艺和降低操作误差,统一使用新配合比进行两类构件产品的生产。
由于和易性的改善,叠合楼板生产工艺进行相应的测试和调整:降低了振动频率和振动时间后可以达到同样的振平效果,同时在效益上既降低了振动台的疲劳损伤并缩短生产周期,又将每班操作人员从 4人降低到2人。
2.5 脱模剂因素:
在异型构件生产中,使用脱模油进行模板保护,在混凝土振捣过程,脱模油容易积聚成团,振捣后混凝土上表层漂有油线,侧面未振出油粒在脱模后形成大的孔洞。直接影响构件制品外观。测试图片:
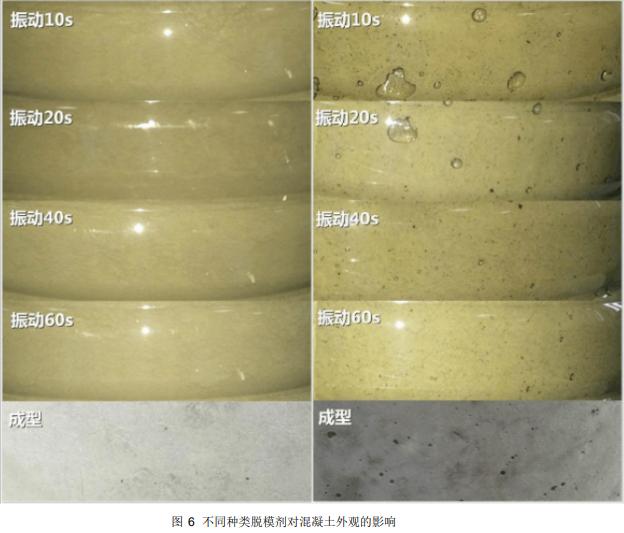
注:上图为同一拌混凝土经过不同振动时间后,其状态的截图拼接而成,所使用外加剂均为 PCE 4。
通过喷涂水性脱模剂 Rheofnish 211进行测试,在喷涂 15分钟后,模具表面乳白色褪去即可浇筑。构件拆模后相较普通油性脱模剂混凝土颜色均一,无黏模或气孔,外观得到了明显改善。
3. 优化成果
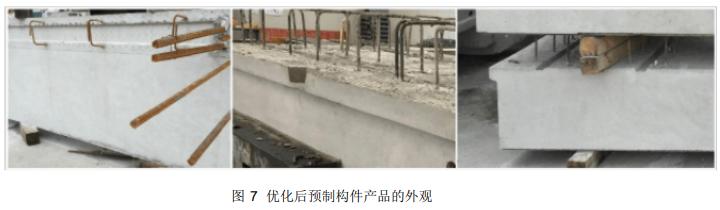
经过多方面的改善优化,实际施工生产后,如图 7所示,产品外表面无大气孔,仅残留少量小气孔,顶层无砂浆层水纹线,侧面也无黑线色斑出现,预制构件产品外观质量得到了有效改善。
4.结论
(1) 外加剂的不同,会对混凝土外表面的气孔大小、密集程度产生不同的影响,从而影响构件外观,需谨慎选配合适的外加剂。
(2) 使用油性脱模剂,易聚集大量气泡,在构件表面形成密集的气孔,严重影响构件外观质量,而使用振动的方式排气,可能会产生浆体分离的泌水现象;而使用水性脱模剂可以显著改善外观,并可以降低振动时间,节约能源。
(3) 在外观改进过程中,也可以通过选择合适的原材料、改进配合比等辅助手段,同时也需综合考虑这些条件的对生产、施工、强度的影响。
(4) 在实际混凝土生产中遇到的技术和工程难点,需抓住重点,通过大量的试验分析逐步推进,并且充分考虑节能减排及经济效益,找到最/佳的解决方案。
联系地址:德州市经济技术开发区红都路956号
联系电话:0534-2109518
传真:0534-2109698
邮箱:ht011@htjdkj.com
周经理:18963003578

微信扫一扫
WECHAT SCAN












